

A nagyüzemi könyvgyártás során számos munkafolyamatot kell egy szakképzet könyvkötőnek megtervezni és elvégezni. A versenyképesség növelése céljából azt a feladatot kapta, hogy tervezze meg egy bonyolult műszaki könyv hajtogatásának technológiai folyamatát. A feladat eredményes végrehajtása érdekében meg kell beszélnie szakmai vezetőjével a gépi hajtogatás alkalmazható módszereit, a felhasznált anyagok jellemzőit, továbbá foglalkozunk:
- A hajtogatás technológiai folyamatával, az alkalmazott különböző hajtogató gépekkel, azok fontosabb részeivel.
- Kitérünk a hajtogatási módokra, a hajtások lehetséges számára, elhelyezkedésére.
- Megvizsgáljuk azokat a gépi és anyagi tényezőket, amelyek befolyásolják a hajtogatás minőségét.
A hajtás célja, hogy a kinyomott oldalak oldalszámai (pagina) a nyomott íven hajtogatás után növekvő sorrendben következzenek egymás után. A hajtogató gépékkel az ív többszöri meghajtását lehet elvégezni. A hajtogatás módját a munka terjedelme, a papír minősége, a végtermék kivitele és a hajtogatógép lehetősége határozza meg. Ha egy íven több hajtást végzünk, azok egymáshoz viszonyítva lehetnek merőleges és párhuzamos hajtások. Az ívek hajtogatása során rendszerint minden egyes új hajtás merőleges az előzőre. Egyes nyomtatványoknál, mellékleteknél alkalmazzák a leporellóhajtást, ahol az új hajtási vonal párhuzamos az előzővel.
Akár kereszt, akár párhuzamos hajtást alkalmazunk, minden hajtás után duplázódig az egymást fedő oldalak száma. A hajtás után az egymásra hajtott ívrészek szedéstükrének pontosan fedniük kell egymást. A papír egymás utáni hajthatóságának számát a papír vastagsága határozza meg. Íves nyomással készült munkák hajtásánál harminckét oldal hajtása maximálisnak mondható.
A HAJTOGATÓ GÉPEK FELOSZTÁSA
A nyomathordozók kiszerelése szerint (tekercs és íves papír) a hajtogató gépek lehetnek:
- Íves papír hajtogatógép
- Tekercspapír hajtogató gép
1. Íves papír hajtogatógép
Íves papír hajtogatógépek kezelésük szerint lehetnek:
Félautomata hajtogató gépek
A hajtogatni szánt ívet a gép kezelője kézi erővel adagolta a gépbe. A hajtogatás műveletét a gép végzi. A gép működtetéséhez két személy volt szükséges. Az egyik az ívek adogatását, a másik a már meghajtogatott ívek gépből való kiszedését, ellenőrzését és tárolását végezte.
Automata hajtogató gépek
A két eljárás között az eltérés csak az adagoló-szerkezetben van, a hajtás művelete, sőt a gép szerkezete is lényegében ugyanaz. Mindkét fajta gép működtetéséhez egy személy szükséges, aki az íveket a gépre felrakja, egyben a már meghajtogatott íveket a gép kirakójából kiszedi és raklapon tárolja.
A hajtogató gépeket az ívek berakása szerint is osztályozzuk. Az ívek berakása az alábbi szerkezetekkel történhet:
- Rotary (köríves)- önberakó szerkezet
- Sík ívoszlopos berakó szerkezet
- Rakodólapos berakó szerkezet
Köríves (Rotary rendszerű) berakószerkezet
A köríves berakószerkezetnél az íveket a berakóasztalra helyezik, és lépcsőzetes elhelyezkedésűre állítják az íveket. Az ívek az asztalon hátrafelé haladva, fordítódobbal visszairányítva a berakóasztal alatt, hevederekkel rögzítve kerülnek a szívókerékre. Az ínak oldaléle és az elejére levegőt fújnak, az ívet így fellazítják, majd a szívóhenger a legfelső ívet leválasztja, ezt követően pedig az asztalra rakja. Az ívek bevezetése folyamatosan vagy ütemszerűen történhet. Helyigénye a rakodólapos, illetve sík ívoszlopos berakószerkezettel szemben nagyobb, továbbá a beállításhoz és az átállításhoz hosszabb időre van szüksége. Előnye a szünetmentes üzemeltetés lehetősége, mivel az ívek felrakása a hajtogatógép megállítása nélkül folyamatosan elvégezhető. Alkalmazása nagy példányszámú és nagyméretű ívek feldolgozásánál előnyös.

Sík ívoszlopos berakószerkezet
A gépkezelő a berakó asztalra kézzel rakja fel az íveket, fellazítva az oldal illesztékhez. Az íveknek a ferde szalagos asztalra való továbbítása szívó- és fúvólevegő segítségével történik. A felső néhány Ív fellazítása levegő befúvatásával megy végbe. A szívófej emeli meg a legfelső (vet, és a szívókerék vezeti az asztalra. A sík ívoszlopos berakószerkezet kisebb helyigényű a köríves rendszerűnél. A beállítások és az átállítások gyorsan és egyszerűen elvégezhetők. Szívó zárás magasságállító automatikával a berakás biztonságosan elvégezhető. Az ívoszlop cserélésénél a gépet meg kell állítani, ezért különösen előnyös kis és közepes példányszámú munkák feldolgozásánál

Rakodólapos berakó szerkezetű hajtogatógép
Tulajdonképpen sík ívoszlopos berakószerkezet, amely alkalmas a rakodólap teljes rakományának befogadására. Ezáltal lényegesen csökken a beigazítási idő. Különösen előnyös a nagyméretű, nehéz papírívek feldolgozásánál
A hajtogató gépek a hajtogatás módja szerint lehetnek:
- késes rendszerű hajtogató gépek,
- táskás rendszerű hajtogató gépek,
- táskás és késes kombinációjú (kombinált) hajtogató gépek,
- tölcséres rendszerű hajtogató gépek.
A késes rendszerű hajtogató gépek jellemzője, hogy az íveket, a haladási irányára merőleges erő kényszeríti a bordázott felületű gumigyűrűkkel ellátott hajtogató hengerpárok közé. A papírívre merőleges erőt, a hengerpárok fölött a papírív vastagságának megfelelő távolságba állítva, függőleges mozgást végző hajtogatókés fejti ki és tolja le a hengerek közé, amelyek azt élesen meghajtják. A hajtogatókés egy könnyített szerszám. A hajtogató hengerek elvégzik a hajtogatás és a perforálás műveletét.
A késes hajtogatógép maximum négy hajtogatást végez, a hajtogatási vonalak egymásra merőlegesek. A hajtogatott ív méretét az illeszték és a hajtogatókés a papírívvel érintkező vonal közötti távolsága határozza meg. A hajtogatások elve minden géptípuson általában azonos, mivel két rovátkolt hengerpár végzi el a tulajdonképpeni hajtást.
A táskás rendszerű hajtogató gépek jellemző tulajdonsága, hogy a meghajtandó ív síkjának irányába eső erő hajtogatja meg a papírívet, és kényszeríti a hajtogatást végző bordázott felületű gumigyűrűkkel ellátott hengerpár közötti áthaladásra. Egy ferdén álló táskába hajtogató táskába bevezetett papírív tovább haladását a táskában található illeszték akadályozza meg. Az ívhajtáskor a papírív a táskában haladva az ütközés után, tehetetlenség miatt behajlik az egymással szemben forgó hajtogató hengerek közé, ahol a hengerek behúzzák és meghajtják. A hajtogatás méretét az illeszték állításával szabályozhatjuk. Gyors hajtogatógép, merev nagy négyzetméter tömegű papíranyagok párhuzamos és merőleges hajtogatására alkalmas. A táskás hajtogatógép felépítése tandem rendszerű. A táskás hajtogatógépek csak párhuzamos hajtogatás különböző típusait tudják elvégezni, attól függően, hogy mennyi hajtogató táskát szereltek fel a gépre.
Táskás és késes kombinált rendszerű hajtogató gépek jellemzője, hogy a gépen mindkét rendszer megtalálható, s külön-külön vagy a kettő együttesen egyaránt alkalmazható. Régebben kisebb ívekhez, valamint különleges (leporelló-) hajtásokhoz használták, a gépem korszerűsítése után nagyméretű ívek gyors hajtogatására is alkalmasak. A kombinált hajtogató gépeken táskás és késes hajtogató egységeket építettek egymás után. Az első hajtogatómű táskás, a második és harmadik hajtogatómű késes típusú. Ezért a hajtogatógép a párhuzamos hajtásra merőleges hajtogatást végez. A meghajtogatott íveket a gép perforálni, vágni, rillezni és ragasztani is tudja.
Tölcséres rendszerű hajtogató gépek jellemzője. Körszerű hajtogató gépeken alkalmazzák, ahol az ívek hajtogatásával egy időben végzik az ívek fűzését (szálfelsütés). Az íveket a fűzése után a további hajtogatáshoz gy tölcsérre vezetik, ahol hengerpár segítségével történik a hajtás.
A kilövési séma. A kilövés az a munka-folyamat, amellyel biztosítják az oldalak olyan elhelyezését a papíríven, hogy azok az előirt kötészeti hajtogatás után oldalszámozási sorrendben kövessék egymást. Ismeretesek egyszerű és különleges kilövések.
A különleges kilövések minden esetben az ún. alap kilövésekre vezethetők vissza. A különleges kilövésekhez ajánlatos a kilövési sémát, utólagos félreértések és viták elkerülése érdekében, a műhelytáskában dokumentumként elhelyezni és megőrizni. A kilövés elkészítésekor minden esetben figyelembe kell venni a további feldolgozásnál alkalmazott hajtogatás módját, a hajtogató apparát (tekercs nyomtatás) vagy könyvkötészeti hajtogatógép működését. Mindebből egyértelműen következik, hogy a kilövést, az egyes oldalak elhelyezését a papírív felületén az alkalmazásra kerülő hajtogatógép típusa és működése, ezen túlmenően az elő- és hátoldal egymásra nyomtatásának módja határozza meg.
Az előzőekben leírtuk, hogy a hajtogató gépek négy nagy csoportba sorolhatók: késes, táskás kombinált és tölcséres hajtogató gépek. Anélkül, hogy e géptípusok felépítését és működését részletesen taglalnánk, meg kell említenünk, hogy pl. a táskás hajtogató gépekkel 63 féle kilövési módot lehet feldolgozni, amelyek közül néhányat a későbbiek során be fogunk mutatni.
A kilövés készítésének nyomtatási szempontjai:
Íves nyomógépek alkalmazása során az elő- és hátoldal egymásra nyomtatásnak két módja lehetséges:
Ívforgatás: amikor az előoldal nyomtatását követően a papírívet a hátoldal nyomtatásához függőleges tengelyek körül fordítjuk meg
Ívbuktatás: amikor az előoldal nyomtatását követően a hátoldal nyomtatásához a papírívet vízszintes tengelye körül fordítjuk meg.
 kép kilöves
kép kilöves
A nyomtatás, illetőleg a nyomóforma készítése, készülhet külön elő- és hátoldal nyomtatásához, ez esetben a nyomtatott ív egésze kerül könyvkötészeti feldolgozásra (hajtogatásra). Készíthetünk elő és hátoldal nyomtatásához saját formás megoldást, ez esetben a nyomtatott ívet kötészeti feldolgozás előtt ketté kell vágni, ívforgatásos nyomtatás esetén a rövidebb, ívbuktatásos módszer alkalmazása esetén a hosszabb oldalával párhuzamosan.
A kilövés megtervezésének kötészeti, hajtogatási szempontjai: Az oldalakat tartalmazó beosztóívnek tartalmaznia kell a nyers, majd a körülvágott méretet, a gerincvonalat, minden oldalon a szedéstükröt, végül a másoláshoz és nyomtatáshoz szükséges jeleket; majd a kilövésnek megfelelően az oldalszámokat. A kilövés helyességét a selejtgyártás elkerülése érdekében a további munkafolyamatok elkezdése előtt ellenőrizni kell.
A hazai könyvkötészetekben a leggyakoribb hajtogatási technológia a kereszthajtás, alkalmaznak továbbá párhuzamos, leporelló vagy pólyahajtás elkészítésére alkalmas berendezéseket is.
A kilövés ellenőrzésének egyszerű módszere, ha az egymás mellett levő két oldal oldalszámát (elhelyezési sorszámát) összeadjuk. Az összeg minden esetben az ív felületén kilövött teljes oldalszámnál eggyel több kell, legyen (pl.: 16 oldalas kilövésnél 17, 32 oldalasnál 33). Ez alól a szabály alól kivételt képeznek a leporelló és egyéb különleges kilövések. Gyakorlati tapasztalatok azt mutatják, hogy egy adott ív első és utolsó oldalának meghatározása problémát szokott okozni.
Késes hajtogató gépek működési elve
A késes hajtogató gépeken a hajtás vonalában az ívre merőleges erő üti az ívet a hajtogató hengerpárok közé. Az ütőerőt a hengerpárok felett a papír vastagságának megfelelő mélységbe állítva függőlegesen mozgó kés (kard) hozza létre. A hajtás elvégzése után a hajtogató hengerek a továbbító hengerpárnak adják át az ívet, majd a hajtási éllel a következő kereszthajtó hengerpár felé viszi a továbbító szalag. A szalagon való papír elmozdulást a szalag, ill. a papírra nehezedő golyók meggátolják.
A késes hajtogató gépek fontosabb szerkezeti részei az önberakó művek (Rotary rendszerű, szívó-hengeres, spiess-rendszerű), az ívbevezetőmű, az illesztékek, az ívhúzó készülék beállítása, szerkezete, a hajtogatómű, a szalagvezetékek és a kirakóművek. ívbevezetőmű.
Az ívbevezetőmű feladata az ívet pontos derékszögű állásban, az ütköző illesztékkel, párhuzamos széllel bevezetni. A szalagrendszer vezetése olyan, hogy a felső és alsó szalagágak egymásnak csúsznak a gépasztalon az egyik, ill. a másik irányban. A szalagok ki- és visszafutó ágai súrlódnak egymáson, amely a szalagok élettartama szempontjából káros. Ha a visszafutó szalagágat szabadon, a gépasztal alatt vezetnék, akkor vagy túl mélyen kellene vezetni, vagy nem volna hely miatta az asztal alatti hajtogató hengerek számára.
Ez a súrlódó szalagvezetési mód a hajtogatómű szerkezeti magasságának csökkentésére irányuló kényszermegoldás. A hajtogatásra kerülő ív az önberakó Felől kifutó szalagágakon érkezik, az egye szalagágakra támaszkodó görgők alatt.
Ez a súrlódó szalagvezetési mód a hajtogatómű szerkezeti magasságának csökkentésére irányuló kényszermegoldás. A hajtogatásra kerülő ív az önberakó Felől kifutó szalagágakon érkezik, az egye szalagágakra támaszkodó görgők alatt. A görgőket olyan helyzetbe kell állítani, hogy mielőtt az ív széle az illesztékhez ütközne, a másik széle kifusson a görgők alól.
Így a hajtogatókés akadálytalanul a hajtogató hengerek közé üti az ívet. A görgőket az illesztéktől az ív szélességénél valamivel távolabb kell eltolni. A görgők állíthatósága a következő megoldású: a gépasztalnak a berakómű felöli oldalán levő kereszttartóba a szalagok számának megfelelő erőrudak helyezkednek el, amelyek egyik vége a bejövő ív terhelésére felfelé görbített. A szalag rendszer felett húzódó részükön a görgőtartó-hüvelyek csúsztathatók, és beállított helyzetükben csavarokkal rögzíthetők. A görgők leszorító rugókkal csatlakoznak a csúszó hüvelyekhez. A csőrudakat elhajlás ellen védik a beléjük tolt rudak, amelyek másik vége az illeszték tartóba rögzített. Az illeszték állításakor a rudacskák a csőrudakban ki-becsúsznak.
Illesztékek: az ütköző-és az oldalbehúzó illeszték megoldása függ a különböző szerkezeti részek kivitelezésétől. Az ütköző illeszték, a hajtogató késtől jobbra-balra két azonos részből áll. Kettéosztása azért szükséges, hogy a hajtogatókés közöttük szabadon mozoghasson. Az ütközői vezetőszárai a vezetékekben csúszó illesztéssel szerettek.
Csúsztatásukat mechanikus finombeállító szerkezettel oldják meg. Az illeszték- és a hajtogatásra kerülő ív megfelelő állása az illeszték vezetékre szerelt metrikus skálán pontosan leolvasható.
Ívhúzó készülék beállítása: Az ívhúzó készülék a gépasztalon, a befutó ív jobb szélén helyezkedik el. Feladata, hogy az íveket oldalirányban az illesztékhez (oldalmértékhez) húzza.
Az ívhúzó készülék a papír méretének megfelelően átlós irányban elmozdítható és rögzíthető a gépasztal vezetősínjén, a számskála alapján. Az ívhúzó készüléket durva állítás után a finombeállítóval kell a helyére igazítani. A készülék munkája akkor lesz kifogástalan, ha az ívek az oldal-illeszték szélétől 20-25 mm távolságra futnak. A papír vastagsági különbségének megfelelően a csavar igazításával lehet a görgőnyomást állítani, így elkerülhető, hogy egy vékony papír hajtása után, egy vastagabb papír hajtása közben a gumigörgők (behúzó-görgők) nyomot hagyjanak a papíron. Ez egyben lehetővé teszi az ívek kifogástalan igazodását is.
Hajtogatómű: A hajtogatómű két eleme a hajtogató kés és a hajtogató hengerpár. A késtartókar vízszintes részén a hajtogatókés helyezkedik el. A késtartó függőleges szára a gép fix vezetékébe csúszó illesztékkel rögzített és benne függőleges, változtatható lengő mozgást végez. E lengő mozgás szakaszos, mert felső holtponti helyzetében az ív aláfutásának és illesztésének ideje alatt nyugalomban van. A kés mozgását mechanikusan hajtott körhagyó, ill. szakaszosan működő elektromotorral vezérlik. A kés vékony acélpenge, élvonala pontosan párhuzamos az asztallappal, ill. a hajtogató hengerek alkotójával, és a hengerek érintkezésvonalának függőleges síkjában fekszik. Lefelé irányuló mozgásakor az ívet teljesen a hajtogató hengerek közé tolja, anélkül, hogy velük nyomóérintkezésbe kerülne. A gépasztalon a kés éle alatt levő nyílás lemez szélek a hengerek fölé gömbölyítettek az ív becsúszásának elősegítésére. A hajtogató hengerek közvetlenül az asztallap alá vannak csapágyazva. Forgásértelmük ellentétes és olyan irányú, hogy a közéjük ütött ívet maguk alá vezessék. Fogas koszorúval közvetlen fogas kapcsolatban állnak egymással. A hengerek palástja az ív egyenletes átvezetésére tengelyirányban finom hosszrecézésű. A hajtogató hengerek egymás közötti távolsága, ill. a közöttük levő hézag szélessége az ív vastagságának megfelelően szabályozható a hengercsapágyak külön-külön történő állításával. Mivel az egymást követő hajtogatások miatt az ívvastagság állandóan nő, minden további hajtogatómű hengerei közötti hézagot nagyobbra kell állítani. Az állítás, a megfelelő darabszámú hajtogatott lapok ütközők közzétételével állítható be.
Táskás hajtogatógép működési elve.
A táskás hajtogató gépet eleinte csak párhuzamos hajtogatáshoz használták. Továbbfejlesztett változatánál a gépeket úgy építették, hogy azok a párhuzamos és a kereszthajtásra is alkalmassá váltak. Az ilyen gépek a legkülönbözőbb hajtások elvégzésére használhatók. Pl. egyhajtásos, göngyölő hajtás, leporelló-hajtás, duplapárhuzamos hajtások és ezek kereszthajtással való kombinációs hajtásai stb. A nagyüzemi könyvgyártásnál ezek a gépek a legelterjedtebbek. Ez a hajtogatógép azért is előnyös, mert megfelelő grammsúlyú papír hajtásakor gyorsaságban is felülmúlja a késes rendszerű gépeket. A gyorsaság azért fokozódik, mert az ívek továbbítását az egyik hajtogató műtől a másikig nem a szalagok végzik, hanem a ferdén elhelyezett fémhengerek, továbbá a hajtogató kés elhagyása is fokozza a gyorsaságot.
Ezeken a gépeken a 12 vagy 24 oldalas ívek hajtogatása sokkal gyorsabban végezhető, mint a késes hajtogató gépeken, mert egy munkamenetben tudjuk ezeket meghajtani, viszont a késes hajtogató gépeken ez csak két munkamenetben lehetséges.
A gép működése
Ennél a rendszernél az ív síkjának irányába eső erő hajtogatja meg az ívet, és kényszeríti a hajtást végző hengerpárok közötti átfutásra. 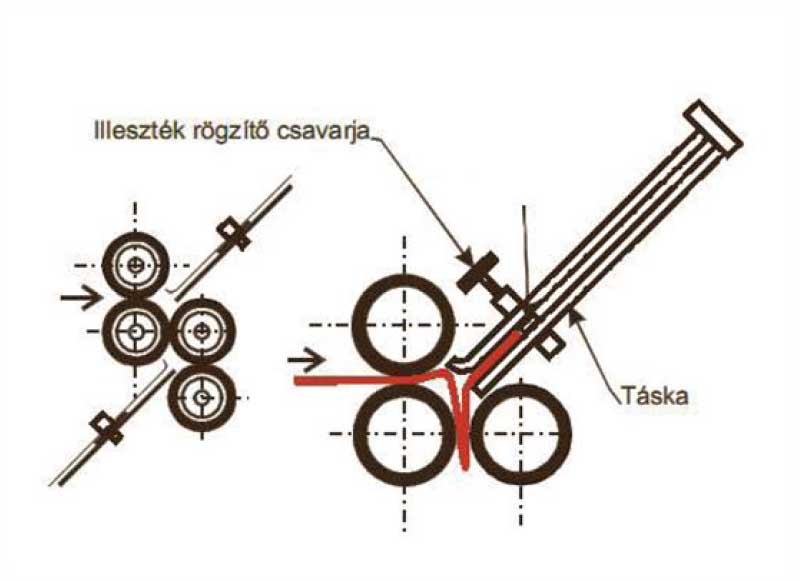
A korszerű táskás hajtogató gépek több egymás után következő, egymásra merőleges, párhuzamos hajtású rendszerrel működnek. Ezekkel a gépekkel már a késes hajtogató gépekhez hasonlóan, különféle keresztirányú hajtogatást is lehet készíteni.

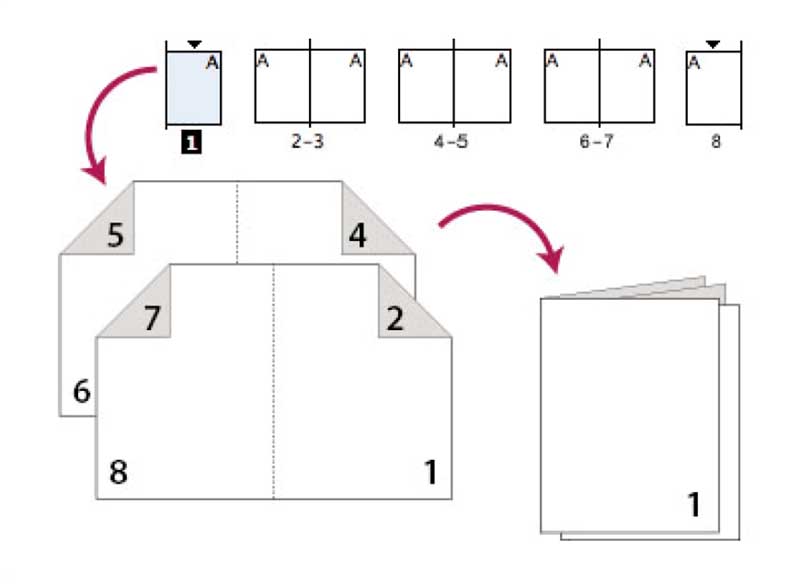
A; Egyszerű fél behajtás, a hajtás csak a felső táskában jön létre,
B; Normál levél (leporelló) hajtás - A felső és az alsó táska is kb. az ív hosszának 1/3-ánál hajt. Két táska hajtogat.
C; Göngyöli hajtás - Mindkét táska hajtogat. A felső táska kb, az ív hosszának 2/3-ánál, és az alsó táska kb. az ív hosszának I/3-ánál hajt.
D; Kétszeres félbehajlás - Mindkét táska hajtogat. A felső táska kb. az ív hosszának felénél, alsó táska kb. az ív hosszának 1/4-énél hajt.

A hajtogató hengerek beállítása: A hengereket a beszabályozáskor kézi erővel vagy a korszerű gépeknél a vezérlő pultról állítjuk be. A pontos hajtogatásnak egyik előfeltétele, hogy a hajtogató hengereket minden egyes munkához, minden papírvastagságra újból beállítsuk. Az első teendőnk a hengereket szabaddá tenni. Ezt úgy érjük el, hogy az alsó és a felső táskákat megemeljük. Most a hajtogatásra kerülő papírból 2- 5b 3-4 cm széles, 20 cm hosszú papírcsíkot vágunk és azt a kézi kerék forgatásával a hengerek közé a jobb és bal oldalukon behúzzuk, és a hengerállító csavarokkal a hengereket beállítjuk úgy, hogy a papírcsík a hengerek mozgatása nélkül még éppen kihúzható legyen. Ha az állítást mindkét oldalon elvégeztük, az állítócsavarokat a fölöttük levő rögzítő csavarokkal rögzítsük. Ha a rögzítést elmulasztjuk, a hengerek elmozdulnak. A laza hengerek az íveket nem továbbítják pontosan, ezért a hajtás pontatlan lesz.
A beállítást mindig az első, tehát a bevezető hengerekkel kell megkezdeni, mert ezeknél egyszeres papírvastagságra állítjuk a hengereket. A legfontosabb beállítás mindenkor az első hajtásé. Mivel az első hajtás határozza meg a további hajtások pontosságát is, annak pontatlansága esetén a következő hajtások beállítása hiába pontos, kifogástalan hajtást már nem kaphatunk. A további hengerpárok beállítását mindenkor a közöttük átfutó ívek vastagságára állítjuk. A beállító papír vastagsága tehát mindig meg kell hogy egyezzen a hengerek között átfutó papírív vastagságával. Ez természetesen érvényes a kereszthajtogatásokra is.
Hajtogató táskák: A hajtogató táskakeretre táskazáró lapok vannak csavarozva, melyekre hosszúkás nyílások vannak munkálva. A táskazáró lapok nyílásaiba az illeszték részek vannak csúsztathatóan szerelve, melyeket a záró lap külső felületén az összekötőlemez foglal egybe. Az összekötőlemez menetes furatú toldatába a állítócsavar van csavarozva. Ennek felső vége a keret toldatának furatán át a kézi kerékkel vagy motorral hajtott csavarorsóba végződik. A kézikerék ill. a motor megfelelő irányú forgatásával állítják be a illesztéket a szükséges méretre, ami a záró lapon levő mérőskálán ellenőrizhető. A legújabb gépeken az illeszték beállítását monitoron is ellenőrizni lehet.
A hengerek állításakor, az ív beszorulásakor vagy egyéb zavarok esetében szükséges, hogy a táskát felemeljük a hengerekről.
Kombinált hajtogató gépek
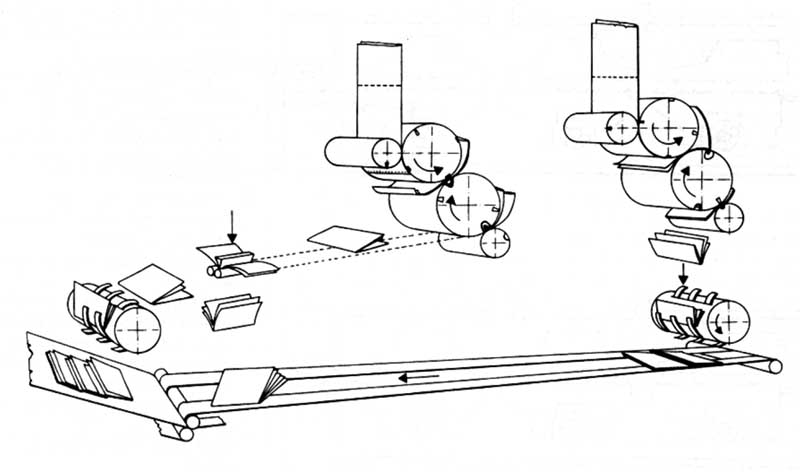
Ez a géptípus tulajdonképpen egy összevont gép, mert magába foglalja a késes és táskás gépek szerkezetét és tulajdonságait. A kombinált hajtogató gépekben a két hajtogatási elv előnyei egyesülnek: kis helyigény, általános hajtogatási lehetőségek, rövid átállási és beállítási idők, valamint magas hajtogatási teljesítmény. A táskás hajtogatás folyamatos munkájából következő gyorsabb ütemét kihasználva a kombinált gépek első hajtogató műve rendszerint táskás rendszerű, általában maximum négy párhuzamos hajtás elvégzésére képes. Az ezután következő 1-2-3 (egymásra rendszerint merőleges) hajtómű késes rendszerű.

Mivel a hajtásra kerülő ív mérete itt már eleve kisebb, mint az első hajtás vagy hajtások esetében, nem hat zavarólag a késes hajtogató művek azon hátránya, hogy a következe ív csak az előző ív hajtóhengerek közötti távozása után indulhat a hajtókés alá. Így a késes hajtómű követni tudja a táskás hajtás ütemét, s ez mód párosul a késes hajtás nagyobb pontosságával is
Az íveket szállítószalagok továbbítják, kirakásuk bármelyik hajtogató állomás után megtörténhet.
Szálhegesztő vagy fonal felsütéses technológia.
Az első szálfelsütő hajtogató gépeknél a szálfelsütő egységet a második és a harmadik hajtogatómű köze építették.
A sík szálfelsütő hajtogató gép műveleti sorrendje a következő: ívadogatás, első hajtás, második hajtás, szálfel- sütés, harmadik hajtás, kirakás.
Hazánkban, több nyomdában is MULTI EFFEKT 2071 FK típusú hajtogató gépeket használtak, ma már a nyomdák az újabb technológiákat helyezik előnybe.
A kombinált hajtogató gépek csoportjába sorolható a szálhegesztő vagy fonalfeisütéses technológia. Az utolsó kereszthajtás előtt beépített szálhegesztő készülékben fecskefark alakú tűk fűzik át az íven e fűzőcérnát belülről kifelé a gerinchajtás vonalán. Az így befűzött szálat azután elektromos fűtésű fémtuskók simítják és hegesztik az Ívre a gerincéi vonalában, ezután végzi el a gép az utolsó hajtást az íven. A fűzőcérna kétkomponensű fonal, melyben a textilszál a fűzés tartósságát, szilárdságát adja, a hőre olvadó műanyag szál pedig a textilszálat rögzíti az ívhez. Egy ív fűzéséhez a hajtott ívmagassági méretétől függően 4-6 fűzőszálat alkalmaznak. Egy fűző-fejjel egyidejűleg két szál befűzése és hegesztése végezhető el.
A szálfelsütő egységet modulrendszerűén kapcsolhatjuk, a hajtogató géphez. A szálfelsütés a lehetséges összekötő eljárás a ragasztókötés és a cérnafűzés között, és egyesíti magában a mind a két eljárás legfontosabb előnyeit, mint a magas szintű minőséget (8. 12. 16. 24 és 32 oldalas szálfelsütött ívek a brosúra- és kötött könyvgyártáshoz), tartósságot (az eredmény olyan, mint a cérnafűzéssel készült könyvtestnél) és gazdaságosságot, mivel az ívet fűzése a hajtogatással egyidejűleg történik.
Az összekapcsolt rotációs szálfelsütő gépek működése a következő; ívadogatós, első hajtás, második hajtás, átvezetés a szálfelsütő egységbe, szálfelsütés, harmadik hajtós, fűzés ellenőrzés, kirakás.
Az LBW és az MBO gépeken szálfelsütés után "tölcsér" hajtóssal történik a harmadik hajtás. Lehetőség van jobb ós bal oldali kirakásra. A HEIDELBERG FS 100 rotációs szálfelsütő az LBW 341 típusú gép továbbfejlesztett és módosított változata. A szálfelsütés elve azonos, de a gép kezelése és beállítása lényegesen megváltozott. A bevezető részt lerövidítették, az ív helyzetét a száltovábbító- lánchoz képest fotocella vezérlésű ütemadó henger-pár biztosítja.
A szálfelsütés utáni a HEIDELBERG FS 100 gépnél a hozzá kapcsolt külön hajtogató egység (késes hajtogatómű) végzi, ezzel az építőkocka elvet továbbfejlesztették. A fűzőszálak bevezetését és pontos helyzetét, valamint a meglétét fotocella ellenőrzi, és hibás tűzés esetén az ívet a vészkirakóba továbbítja, a hajtogatás folytatása előtt. A gépkezelő paneljén kell az ív hosszának megfelelően a tűzés darabszámát is beállítani a szálfűzött íven.
Tölcséres rendszerű hajtogató gépek.
A tölcséres hajtogatás az ívhajtogató gépeknél nem önálló egységek, hanem táskás és késes kombinált hajtogató művek után építették be. Az LBW és az MBO gépeken szádfelsütés után "tölcsér" hajtóssal történik a harmadik hajtás. Az acél tölcsér a hajtandó ív középvonalára van állítva és a két oldalán lévő terelő görgők, vezetik rá az ívet.
A hajtogató gépek feldolgozható ív hosszai ( A/2, B/2- egészen a A/0-ig ) gép típusától Az adott feladathoz igazodva találhatók. A hajtogató gépek teljesítményei a hengerek forgási sebességétől, az ívek hosszától, és az ívek követési távolságától függ. A hajtogatógép, teljesítmény 30-40 000 ütem/óra, ívsebesség 150-210 m/min.

A nagyüzemi könyvgyártásnál speciális könyv jellegű termékeket is gyártanak, Ezek a termékek lehetnek agendák, naptárak, melyeket sarok, ill. különböző alakú perforálással kell ellátni.
Oszlopozó kirakó és ívpréselő.
A hajtogatott íveket, élére állítva megemelt kirakóba oszlopozza. A hajtogató gép végéhez csatlakoztatva az íveket két rúgóerővel összenyomott hengerpár közé vezetik, amelyek az ívek közül a levegőt kipréselik. Ezt a műveletet megkönnyíti, ha a tovább feldolgozás ezt lehetővé teszi az ívek fejben és gerincben történő perforálása.
A nagyüzemi könyvgyártás minőségének biztosítása érdekében a hajtogatott préselt íveket célszerű a tovább feldolgozásig ívkötegekbe rögzíteni, így a termék gazdaságos tárolása és a mozgatása is megoldott.
Lépcsőzetes kirakó.
Mozgatható, magasságban állítható kirakó, amely bármely hajtogató géphez csatlakoztatható. A meghajtott, ívek szalagok és görgők között haladva gerinccel felfelé először két préselő henger között haladnak keresztül, majd ez után kerülnek lépcsőzetes formában kirakásra. A szalag haladási sebességének állításával a lépcsőzetességen belül szabályozható az ívek egymástól való távolsága.
Állóíves kirakó
Az ívek szalagok között haladva, fordítódobbal, gerinccel lefelé, állva kerülnek kivezetésre az asztalon, és egyidejűleg az illesztő szeglethez igazítva. Az állóíves kirakó nagy befogadóképességű, és racionális feldolgozást tesz lehetővé. Préshenger állomással vagy kötegelő-préssel is kiegészíthetők.
Függőlegesen oszlopozó kirakó
A hajtogató gépből érkező termékeket egymásra helyezve, illesztékhez igazítva, préshenger állomáson keresztül oszlopot képezve kerülnek kirakásra.
Automatikus kötegelő kirakó
A hajtogató gépből érkező íveket a kötegelő kirakó egymásra helyezve 50 cm magasságban összegyűjti, lepréseli és átköti. A kész kötegeket görgős pályára tolja, ahonnan további feldolgozásra elszállítják.
Kiegészítő szerkezetek
Perforáló szerszám
A késtengelyekre helyezhető föl, az ellenkés helyére. A perforálási nyílás különböző szélességű és hosszúságú lehet. Elsősorban a hajtás szétnyomódásának (az ívek közzé szorult levegő kiáramlása) megakadályozására alkalmazzák, de a következő kereszthajtás kivitelezését is elősegíti.
Vágó szerszám
A perforáló szerszám helyett vagy ezzel együtt kombinálva többszörös produkcióban nyomtatott ívek szétvágására, ill. csíkok levágására vagy szélvágások kivitelezésére alkalmazható. A vágószerszám alkalmas dupla ívek kettévágására is.
Rillező szerszám
Két gömbölyű élű ellenkarmantyúval vagy gumigyűrűvel szemben dolgozik. A ríllezés megkönnyíti a hajtás kialakítását és növeli a pontosságot. Mindenekelőtt a táskás haj tóga tógépeken vannak felszerelve a következő (további) ívhajtogatás pontos kivitelezése érdekében. Alkalmazása előnyös a merev, rossz gyártásirányú és lakkozott ívek hajtogatásánál.
Hajtásban ragasztó szerkezet
Az első hajtogató állomásban az ívbevezető elé építhető be. A hajtogató-hengerekbe és táskákba beszúrásokat kell végezni, hogy a ragasztóanyag ne kenődjön szét. Általában 8, 12 vagy 16 oldalaknál alkalmazzák, a drótfűzésnél kevésbé tartós, de lényegesen egyszerűsíti a feldolgozást
2. Tekercspapír hajtogató gép
A nagyüzemi könyvgyártás belíveinek nyomtatását, nem csak íves, hanem tekercs papírra történő nyomtatással is végezhetjük. Tekercspapírra történő nyomtatásnál a papírpályát a nyomtatás után közvetlenül a gép hajtogató egységébe továbbítják Tekercspapír hajtogató művek: A kirakóművek elején a papír hosszirányú hajtását tölcsér látja el az előtte és utána elhelyezett húzóhengerekkel, valamint az alsó részén levő terelőhengerekkel együtt. A tölcsér két lekerekített szélű szögben állítható lemez, amely alul az ún. orrban végződik. Újabban megfelelő szögben elhelyezett hengeres vagy kúpos rudakat is alkalmaznak. A rudak felületén egyes gépekben légpárnát képeznek, vagy a rudakat lassan forgatják a nemkívánatos kopások elkerülésére. A tölcsér lejtési szögének változtatásával a lefutás helyzete állítható. A terpesztési szög változtatásával és a terelőgörgők beállításával gyűrődésmentes egyenletes futás állítható be. A két oldal egyenletes húzására a tölcsér alatti húzó hengerpárok közül a jobb, a másiknál a bal oldali gumírozott. A hengerpár fogaskerék párral hajtott.
A papírt hosszirányban körkések vágják. Ugyancsak körkéspárral szélezik a kényesebb méretű nyomtatványokat. Amennyiben csak az alsó kés hajtott, úgy a felső kést a körkés mellé szerelt kétoldali gumigyűrű forgatja. Az alsó kés kerületi sebessége megegyezik a papírpálya futási sebességével. Amennyiben mindkét rész hajtott, úgy a kerületi sebesség növelhető és ezzel a vágás tisztább és biztosabb, de ekkor a kés mellett gumigyűrű nem alkalmazható.

A tölcsérhajtás után a papírpályát keresztirányban fogazott késsel (fűrészkéssel) lehet méretre, ívre vágni. (Ezt a méretet a gép levágási hosszának is nevezzük. Gyorsjáratú gépeken több ív együttes vágásához alkalmazzák 16 ív vastagságig a fűrészkést. A fűrészkés a késhenger kerületén alkotó irányban van elhelyezve szorítógerendák közölt, amelyek a papírt a vágás idejére rugószorítással feszesen tartják és így a vágás biztonságát fokozzák. A kés a vele együtt dolgozó henger hornyába vág bele. A horony két oldalán elhelyezett gumilécek szintén a papírt rögzítik a vágás idejére. Gyakran alkalmaznak olyan megoldást, ahol a kés egy gumigerendába vág bele, amely a vágás mellett biztosítja a kés sérülésmentes üzemét, és ezzel egyidejűleg a papír feszítését is.
A vágással megszűnik a fogásmentes továbbítás lehetősége. A keletkezett ív megfogásának legegyszerűbb és üzembiztosabb megoldása a felszúrótű, amely a papírt átszúrva rögzíti a hengeren. Nagy sebesség esetén is jó eredményt tud elérni, továbbá több ív egymásra gyűjthető az ív elejtésének veszélye nélkül. Lassabb járat esetén szalagos és ívfogós megoldásokat alkalmaznak. Előnyük a felszúró tűvel szemben, hogy az íveket nem roncsolják. Ha a fogazott késsel a vágás minőségi vagy esztétikai szempontokból nem kívánatos, akkor két egyenes élű késsel vágnak. A kések közül az egyik álló is lehet. Hengerekre szerelt forgó kések esetén a pontos vágás miatt fontos a kés helyes beállításán kívül a hajtás gondos hézagmentesítése is, amely a berendezés kezelését nehézkessé teszi. Egy forgó és egy álló kés alkalmazása esetén, a hengeren elhelyezett kés a henger alkotójával kb. 1°-os szöget zár be, így a vágás a teljes szélességben nem egyidőben megy végbe, a járás nyugodtabb és az erőhatások kisebbek. A forgó kés éle a papír futásirányára merőleges, a henger tengelye a futásiránnyal olyan nagyságú szöget zár be, amilyen a kés és az alkotó által bezárt szög. Az alsó álló kés beállítási szöge az előzőnek kétszerese.
A vágás után szalagos ívmegfogás és közvetlen kirakás kb. 1,5 m/s sebességig alkalmazható. Nagyobb sebességű gépeken az íveket fokozatosan lassítani kell. Az ívek összegyűjtése 5-15 lapos garnitúrákba a kirakás biztonságát fokozza, és gyorsabb működést tesz lehetővé. A vágás után sok esetben hajtogatnak is. A kereszthajtás a tölcsér vágás előtti hajtásával együtt két hajtást jelent. A hajtást hengerek között nagy sebességgel és pontosan lehet elvégezni. További hajtás lehet ezzel párhuzamos, ebben az esetben ugyanezen a hengeren; vagy merőlegesekkor az ív kivezetése után külön késes hajtogató lengőkése forgó hengerek közé üti be az ívet és hozza létre a harmadik hajtást. A harmadik hajtás általában kiiktatható. Ez utóbbi hajtás pontossága nem éri el az előzőét és rendszerint csak csökkentett gépsebesség mellett használható kielégítően, mivel az ívek a továbbító szalagokon a felszúró tűk vezetésének hiányában el tudnak mozdulni.

A könyvnyomtatás céljára épített papírpálya vezetése a nagyobb ívterjedelem elérése érdekében a megnyomozz papírpályát terelő és fordító hengereken átvezetve juttatják a hajtogató gépbe. A vágó-hajtogató műveket elsősorban ívfogós hajtogatómű jellemzik. Ez a megoldás a kisebb helyigénye miatt, és azért mert utólag ezt nem kell levágni, továbbá könnyíti a könyvkötő soron az ívek feldolgozását, ezáltal gazdaságosabb.






